

メーカー:Trumpf
レーザー切断は、切断速度が速く、品質が優れているため金属形態の切断、特にステンレス鋼の切断に一般的な手法です。
このプロセスでは、集光したレーザーを試料に直接照射して溶融させ、溶融金属をレーザーと同軸で流れるアシストガスで吹き飛ばすことによって切断します。それらの特性および切断の品質への影響に基づき、さまざまなガスを使用できます。
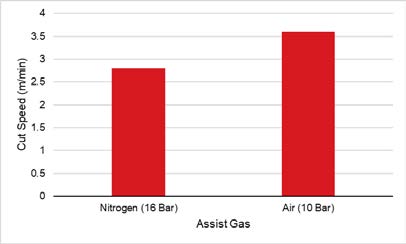
一般的なアシストガスは、窒素、酸素、および空気です。窒素と圧縮空気をアシストガスとして使用し、TruFiber 3kWファイバーレーザーで厚さ5mmのステンレス鋼(grade316)への切断のテストを行いました。空気で切断する場合、酸素により発熱化学反応が発生し、熱が放出されて切断速度が向上しますが、エッジが茶色に変色します。一方で、窒素アシストガスを使用する場合、カットエッジで化学反応はありません。代わりに、アシストガスがエッジをシールドし、光沢のあるエッジになります。アシストガスのテストでは切断速度が異なることに注意が必要です。
アシストガスとして空気を使用すると、窒素よりも切断速度が速くなります。テスト結果としては、空気を使用した場合は3.6 m / min、窒素アシストガスを使用した場合は2.8 m / minの切断速度を示しています。さらに、窒素は16バールを要しましたが、圧縮空気アシストでは10バールのみでした。酸素を使用すると切断速度は速くなりますが、カットエッジが酸化され、後処理が必要になります。窒素アシストガスは圧縮空気よりも速度は遅いものの、優れたカットエッジをご提供します。


アプリケーションパラメータ
| タイプ | TruFiber Cabinet |
|---|---|
| 出力パワー | 3 kW |
| ビーム径 | 125μm (1/e²) |
| ビーム品質 | 4.5 mm.mradBPP |